By Bekele J. Gurmessa
There is no doubt that polymers are an integral part of our daily life. If you drive a car, go to a food court or get groceries you will certainly come across products made from polymers. Polystyrene is a common polymer that you might encounter, and it is therefore a common focus of material scientists.
In our increasing desire to miniaturize functional devices the thickness of polymer films are being driven down towards the characteristic length scale of an unperturbed molecule. Surprisingly, researchers have revealed that unusual deviations of physical properties from their bulk values emerge as confinement increases (film thickness decreases). Namely, changes in glass transition temperatures, inter-chain entanglement densities, elasticity (Young’s modulus), and aging rates have been observed. Despite many careful experiments there is still a lack of consensus regarding the origin of these deviations. Some researchers even wonder if the techniques used to make the glassy polystyrene films (spin-coating, flow coating, etc) or handling procedure during an experiment may be partly responsible.
When a material is subjected to mechanical strain, it inevitably deforms (undergoes a change of shape). The deformation could be elastic - the material returns to its initial shape upon the removal of the applied stress (force per unit area) or the deformation could be plastic – the material does not return to its initial shape. In order to study deformation with a large piece material (a bulk sample) it is easy to use well established tensile tests. In a typical tensile test a large piece of polystyrene is clamped at both ends and pulled as the tension is monitored up to the point of failure. One of the many useful features of the stress-strain data generated in a tensile test is a simple indication of the yield point – the point at which the behavior switches from purely elastic to plastic. This method works well for bulk materials, but it would be incredibly difficult to repeat the test with very thin polystyrene films due to their relative fragility. Therefore the basic question remains open; when does thin film begin to deform plastically?
We have recently investigated the onset of plasticity in thin polystyrene films by making use of a delamination-buckling surface instability. Surface instabilities occur in a variety of phenomena, in lengthscales varying from nanometers in thin films to kilometers for tectonic plates. One of the most notable surface instabilities studied is delamination-buckling. When a thin polymer film bound initially to a stress free elastic substrate (see Fig. 1 top) is subjected to a compressive uniaxial stress, the film will initially be compressed in-plane and remain flat. However, as compression increases it will buckle out of plane in a repetitive sinusoidal pattern known as surface wrinkling (see Fig 1 bottom left). Increasing the applied stress further may cause the film to peel away from the substrate, resulting in delamination (see Fig. 1 bottom right). If we look at both the wrinkling and delamination, they both cause bending the thin polystyrene film to bend.
 |
| Figure 1. General schematics of
wrinkle-delamination of a thin polystyrene film bound to a soft elastic foundation of polydimethylsiloxane
(PDMS). Various quantities are labelled on the diagram. |
To keep it simple lets stick to the delamination-buckling mode only for now. The delamination-buckling of thin films refers to a buckled film when it is partly debonded from the substrate. The stress at which delmaination occurs is dictated by the strength of adhesion between the film and the substrate as well as the balance of the mechanical strain energy stored in the film. Classical beam bending theory allows the strain of the bent region at the crest of the delamination to be determined. Concisely, it is the product of curvature (the second derivative of the deflection of the neutral axis from a flat state) and thickness of the film. So in the end, just looking at the delamination shape gives us a measurement of the strain the surface of the film feels.
Now our question was: does a thin film initially bent and then returned to a flat state store an irreversible residual stress? If we had a stress measurement in the bend, then we could create the same stress/strain data that is produced in the bulk and analyze the deformation in the same way. The problem here is that we don’t have a direct measurement of stress that works on such thin films. However, we just want to see if (and when) a film begins to be irreversibly deformed. So why not just look?
 |
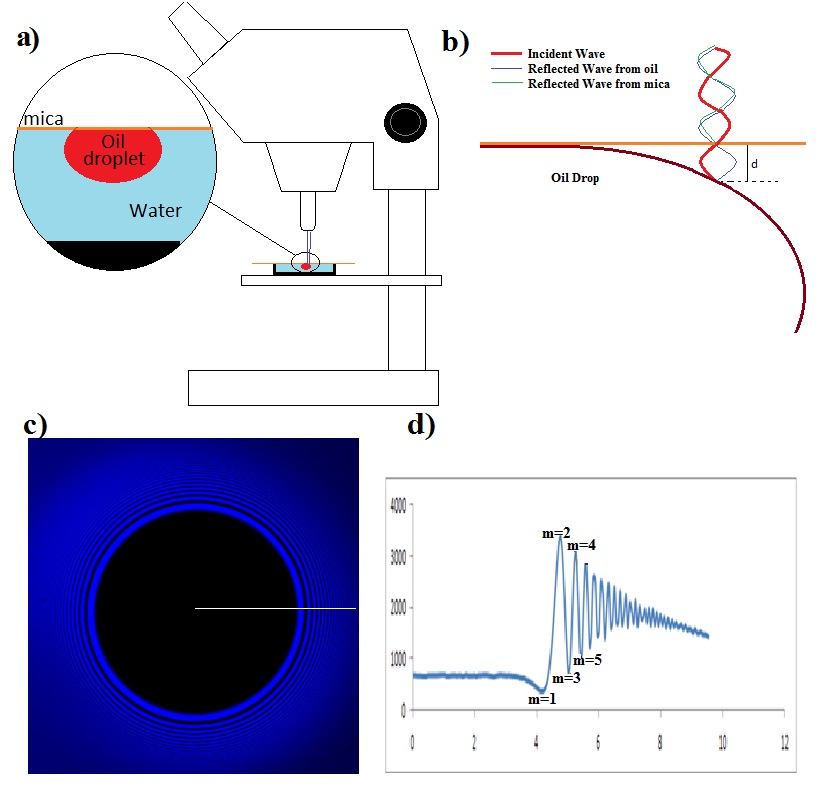
| Figure 2. A confocal image of a typical delamination |
|
|
This is the essence of the measurement that we have created. We take a thin film attached to a soft rubber substrate apply a compression to the rubber which results in a bent polystyrene film (a delamination as in Fig. 2). Because we measure the shape of the delmaination we know the strain the film was subject to all points along the delamination. We then remove the applied stress, returning the film to its initially flat state. Then we use high resolution microscopy techniques such as Laser Scanning Confocal Microscopy (LSCM) or Atomic Force Microscopy (AFM) to examine a bend for damage (Fig. 3)! Once damage is located, we have a strain value associated with it. For example, the image of figure 2 is a 299 nm thick film in the delaminated state. Figure 3 shows the same film after a few minutes of annealing (which causes the damage to stand out in the confocal microscope image).
 |
| Figure3. The same film annealed for ~10 min. |
Most importantly, the minimum amount of strain (critical strain) required for the irreversible
deformation of the thin polystyrene film (the strain at the tip of Fig. 2c) has been quantified. According to our measurement the amount of this strain is incredibly small (of the order of 0.1%) when compared to the bulk measurement reported in literature for polystyrene (2%) nearly forty years ago by Argon in 1968. In addition to the small value of the critical surface strain, our measurements show that critical strain increases for film thickness less than 100nm. For detailed information about this work, please refer to our recent paper at (
http://prl.aps.org/abstract/PRL/v110/i7/e074301).